
11 things to know about die cutting and scoring
It’s arguably one of the most important processes in print manufacturing. However, we often take for granted the sometimes mysterious world of die cutting and scoring. Whether you are a seasoned expert or a newbie to the print world, here is a good primer (or refresher) on the 11 things to know about die cutting and scoring. As always, Printing Arts is here to help so please ask if you have questions. Enjoy!
 1. Die Cutting and Scoring can happen in one pass.
1. Die Cutting and Scoring can happen in one pass.
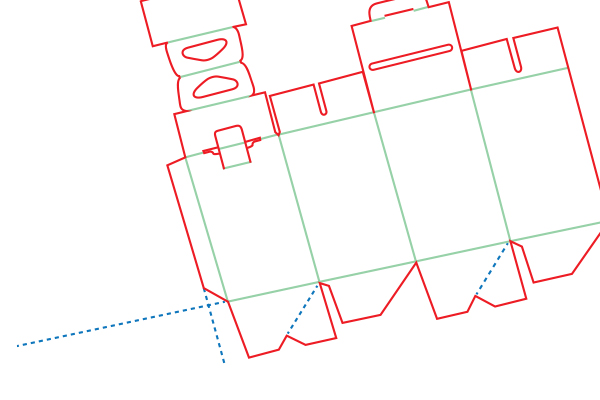
Yes, it’s true. Let’s look at Webster’s definition of these two operations. Die cutting is a process by which a die (made out of sharp steel) is used to cut irregular shapes in printed sheets. Die Scoring is the process of pressing a “channel” into a sheet of paper to allow it to fold more easily. Scoring serves two purposes; it prevents the ink (and paper) from cracking at the edge of the fold and ensures a smooth box assembly when making folding cartons. When a die is made, the blades are placed in cutting positions and a scoring blade is placed in the scoring areas. The electronic die line is color coded to communicate to the die manufacturer which channels are for cutting (red) and which are for scoring (green). This “combination die” allows for both processes to be performed in a single pass.
2. Substrates dictate blade life.
 Just like your kitchen knife, cutting blades get dull over time and extended use. Die cutting blades are no different. Many ask how many die cut impressions can be performed before the die cut blades need to be replaced? The answer depends upon what substrate is being cut. A paper cutting die might last for millions of cycles where a die that cuts plastics may only last a few hundred thousand impressions. Dies can be used and reused multiple times and are stored in a die library ready for re-use. Die cutting blades are formed from thin steel strips. Steel is the preferred material due to its strength, relatively low cost and availability.
Just like your kitchen knife, cutting blades get dull over time and extended use. Die cutting blades are no different. Many ask how many die cut impressions can be performed before the die cut blades need to be replaced? The answer depends upon what substrate is being cut. A paper cutting die might last for millions of cycles where a die that cuts plastics may only last a few hundred thousand impressions. Dies can be used and reused multiple times and are stored in a die library ready for re-use. Die cutting blades are formed from thin steel strips. Steel is the preferred material due to its strength, relatively low cost and availability.
 3. Durometer measures rubber hardness.
3. Durometer measures rubber hardness.
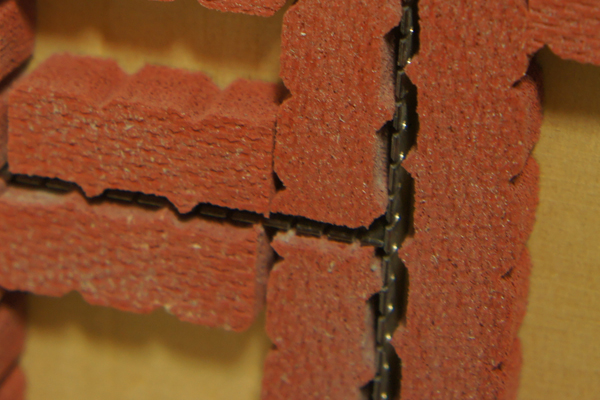
Rubber strips are glued to the die to help improve the cutting performance. The formal term for this substance is “ejection rubber” and it is a critical part of the die cutting process. Ejection rubber is placed on the dies to cushion the blades when making contact with the substrate. Ejection rubber also controls the depth of cut and helps release the piece from the die once the cut is completed. Ejection rubber is measured in durometer, that is, the resistance of the rubber when put under pressured loads. The higher durometer rating, the harder the rubber.
4. The Cutting board is called a platen.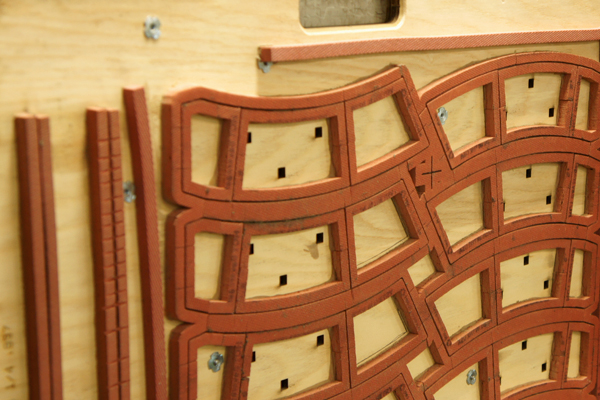
The platen is the surface in which the steel-ruled die is attached. Due to its strength and stability, many die cutting platens are made from birch. A channel is laser cut into the wood surface using a laser CAD plotter sourced from an electronic die line. The pattern is cut in preparation of the die rule being installed. Most cutting die blades are installed by hand using a rubber mallet. Corrugated products such as displays, direct print and litho labeled packaging are generally rotary die cut. Rotary die cutting involves crush cutting material between the blades on a cylindrical die and an anvil which is a smooth hard cylinder (see lower image on the right). A rotary die is manufactured in curved pieces and wrapped on a cylinder. Flat cutting dies are used for small quantity orders of 1,000 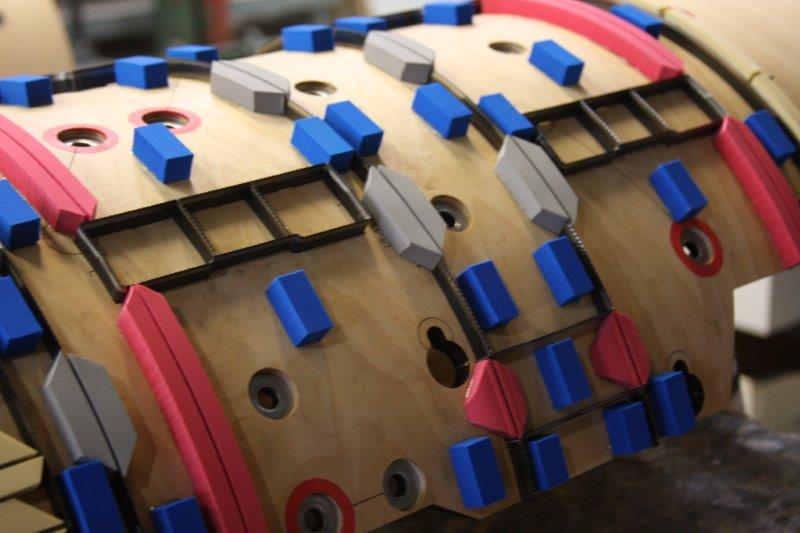 parts or less, and rotary cutting dies, which are used in high speed presses for projects of 1,000 parts and above. The cost of a rotary die is generally greater than that of a steel rule die, especially for larger patterns and simple shapes but lower cost than male/female dies. If the surface is intact and the board material is in good condition, platens can be re-tooled when their die cutting blades become dull or worn.
parts or less, and rotary cutting dies, which are used in high speed presses for projects of 1,000 parts and above. The cost of a rotary die is generally greater than that of a steel rule die, especially for larger patterns and simple shapes but lower cost than male/female dies. If the surface is intact and the board material is in good condition, platens can be re-tooled when their die cutting blades become dull or worn.
 5. Follow the directions.
5. Follow the directions.
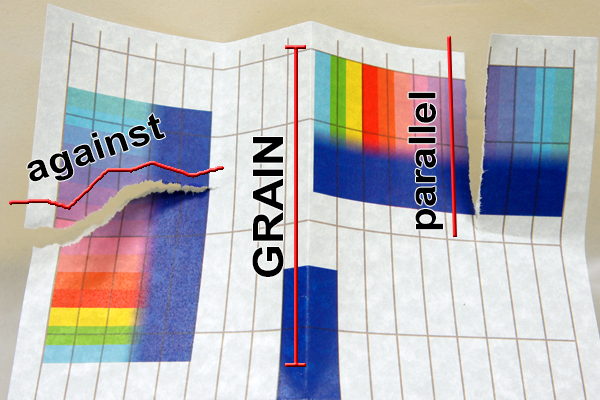
Grain direction is one of the most overlooked details when planning a successful print or packaging project. Paper grain is the direction the paper fiber runs on a stock and is determined during the paper manufacturing process. Paper is identified as either grain short (grain is parallel to paper’s short side) or grain long (grain is parallel to the paper’s long side), depending on how the paper is cut. When folding, the scores must go in the direction of the grain or the sheet will need to be scored to ensure a proper fold. If a fold must go against the grain, the sheet will need to be scored (see #1). When designing your structures or packaging, close attention must be paid to the grain direction. In packaging, producing a larger sized folding carton with the wrong grain direction can cause many problems including a distortion called “box bulge”. Some paperboard mills manufacture bi-directional stocks which minimize cracking and make for easier production. Contact us for a list of these versatile stocks.
6. Get your (Blank) on.
Many simplified die cut projects can be produced using a process called “blanking”. This technique is reserved for more simple shapes such as DVD slip cases or food packaging sleeves. The process involves the machine die cutting/scoring and stripping the waste away during the die cutting process. This function improves operational throughput by allowing production to move cut sheets directly into the folding/gluing process without stopping to strip waste material from the cut pile. Blanking also allows for smooth, nick-free edges.
 7. A “Nick” is more than a name.
7. A “Nick” is more than a name.
Sure, your next-door neighbor’s brother-in-law might go by this name, but a “Nick” is also a term for a critical step in the finishing process. Nicks are the small gaps we leave in the die cutting process. Nicks hold the finished piece in position for delivering the sheet to the pile at the delivery. A nick is produced by leaving a small void in the steel rule die. These spaces are put there manually by the press operator using a cutting tool like a Dremel.
8. Sometimes we “kiss” the substrate.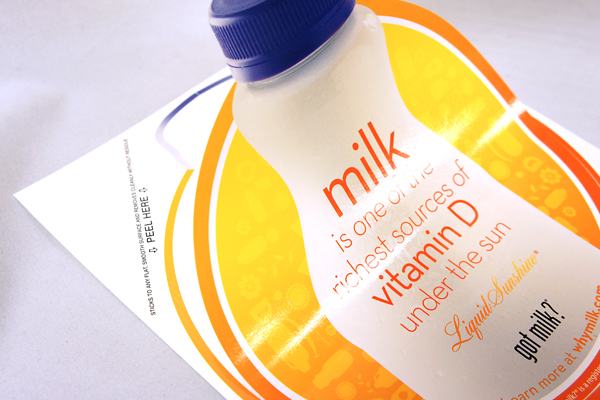
There is a lot of kissing going on in our production floor. A Kiss cut is performed when we want the cut piece to stay married to the support material. A kiss cut is similar to a perforated cut where the end user pops the piece out from the main carrier. The cut goes just deep enough to penetrate the top surface leaving the backer intact. Coupons, sticker sheets or pull-back reveals are great examples where kiss cutting technique is used.
 9. Good design and die cutting go hand-in-hand.
9. Good design and die cutting go hand-in-hand.
Whether your finished piece is a simple food sleeve or a complex pop-up mailer, the design is a critical part of the project. Complex designs tend to take up more press sheet “real estate” than say, a 5” x 7” postcard that can be easily nested (see #11). Sometimes significant paper waste is necessary due to the complex shape of the die cut piece. A good structural designer can work through these issues by developing a great product solution while minimizing paper waste. Talk to your folding/gluing department as well. This department is the final step in production and can be a wealth of knowledge when designing a “machine-able” folded piece. As it is often stated “think finishing at the beginning”.
10. Patterns can be cut by other means.
There are several ways to cut a substrate; die cutting being one of them. Some projects require a “knick-free” cutting process to ensure a smooth edge. Nick-free cutting (sometimes called “Ream Cutting” or “High-Die” Cutting) involves the cutting of a pile of stacked sheets to the same size. Long stacks of paper sheets are loaded into a tray and pushed through a ream process that performs a cut on a stack of sheets. The most common example of this is in producing playing cards. Game enthusiasts, (particularly casinos) insist on cards with perfectly cut edges. Anomalies on a playing card can be easily identified, making it easy for gamblers to card count. Therefore, a card with absolutely perfect edges is critical. Ream cutting is typically reserved for high-volume production runs. Coupons, playing cards, gift cards and paper cups are a few examples of products that are converted this way.
 11. Nesting is not for the birds.
11. Nesting is not for the birds.
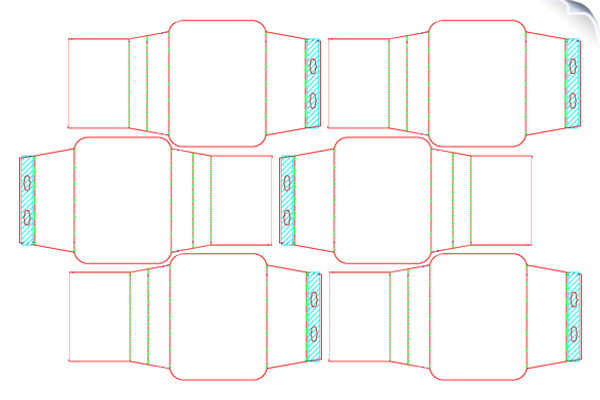
If a finished piece is not designed and planned properly, die cutting can become a wasteful and expensive process. Structural designers work hand-in-hand with the die cutting and folding/gluing departments. Why? A well-designed structure is one that performs its function and can be manufactured cost-effectively for maximum production efficiency. This includes the process of sheet optimization. Sheet optimization is the process of designing products that can be nested on the press form for maximum use of the sheet (form). Nesting allows the die cutting layouts to fit tightly on the press form. This can simplify the die production, reduce material consumption and improve production efficiency. The image at the left shows how a food sleeve is nested on the press form. Notice the efficient use of paper and minimal waste that will result?
So there you have it, eleven things to know about die cutting and scoring. If this article was forwarded to you chances are you are not on our mailing list! We encourage you to join us so you don’t miss another set of helpful tips! We will be sharing new tests, technologies and tips on getting innovative throughout the year! Please click the join button at the top of the page so you don’t miss another issue!
All content copyright 2014 © Printing Arts a division of RIPA LLC